Niedawno skończyłem prace na szlifierką walcową. Konstrukcja z kantówki 45x90 (albo jakoś tak). Może nie jest piękna i kilka rzeczy powinno się wykonać inaczej, ale spełnia swoje funkcje i działa, a chyba o to chodzi.
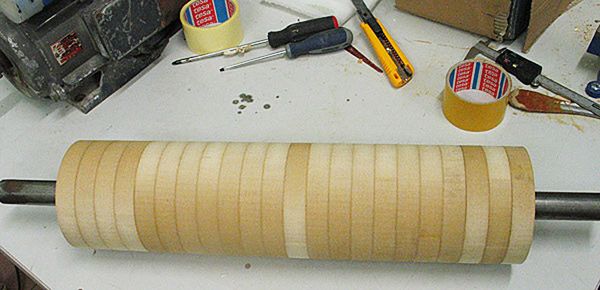
Szerokość walca to 470mm, średnica 125mm, silnik jednofazowy, 1.1 kW.
Walec wykonałem z mdf. Lepszy byłby sklejkowy, ale mdfu miałem zapas, który leżał i się prosił o wykorzystanie. Niestety takie rozwiązanie ma swoje wady - pękanie kółek już po sklejeniu. Na razie to nie problem, pękły tylko trzy, szczelina pomiędzy nimi pomijalna. Jak się okaże, że jest coraz gorzej to albo zrobię nowe kółka (sklejka) albo pomyślę nad wykonaniem walca z rury aluminiowej. Kółka zrobiłem na frezarce - szablon sklejkowy wykonany przy jakiejś okazji na cnc, więc nie było problemu, że kółka o różnej średnicy, itp.. od razu świetnie spasowane z wałkiem. Wałek o średnicy 30mm więc nie ma mowy o wyginaniu się. Całość wyszła równo, niewiele do planowania. Po uruchomieniu maszyny wystarczyło wjechać z kawałkiem płaskiego mdfu z naklejonym papierem ściernym i w ten sposób wyrównać wałek do blatu. Potem tylko sprawdzenie średnicy na końcach, korekta wysokości stołu, ponowne szlifowanie i walec równiutki.
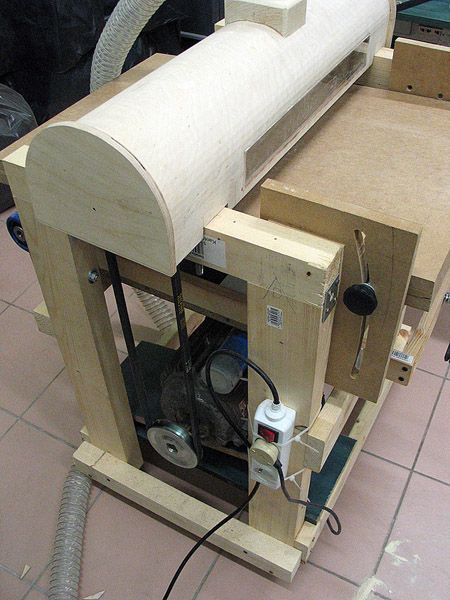
Pierwotnie chciałem zrobić posuw materiału mechaniczny, ale okazało się, że z ręki idzie całkiem nieźle. Nie ma nierówności poprzecznych. Posuw ręczny też trochę z lenistwa - musiałbym zmodyfikować mechanizm podnoszenia blatu. O nim też słów kilka - nie chciałem jednej, centralnej śruby w pionie podnoszącej blat (niestabilne podparcie). Zrobiłem tak, że do blatu, od spodu, zamocowane są nieruchome kliny, a pod nimi jest wózek napędzany śrubą. Ruch poziomy wózka przekłada się na punkt podparcia klinów i zmianę wysokości blatu. Maksymalna wysokość szlifowania - ok 10 cm, min to ok 6mm. Jak bym chciał cieńsze szlifować to trzeba przymocować do jakiegoś podkładu. Blat to trzy warstwy mdf o łącznej grubości 46mm. Mocowanie do ramy przy pomocy łożysk w oprawach i podpór do prowadnic cnc. Dodatkowo dorobiłem blokady po bokach blatu - po ustawieniu grubości szlifowania dokręcam gały. Ani drgnie.... Papier blokowany na końcach walca, nie ma rzepa. Nawinięcie we właściwą stronę wystarcza - następuje zaciskanie się papieru na walcu. Przy walcu 47x12,5 potrzeba ok 240 cm papieru o szerokości 10 cm.
Zamocowałem kółeczka pod nogami, ale takie średniej jakości - hamulce trzymają na słowo honoru.. jak bym ustawił na grube zbieranie i porządnie się zaparł pchając materiał to przesuwam maszynę na tych kółkach. Trzeba by wymienić albo blokować w inny sposób. Chociaż kółka to głownie ze względu na przemieszczanie po warsztacie, bo nie ma stałego miejsca postoju.
Kilka fotek konstrukcji.


Sapeli po szlifowaniu 80tką.

T.
